V-Process Casting System
V-Process Casting System is a dry sand cast molding machine that uses no adhesives and is based on pressure generated by a vacuum pump to create vacuum-sealed conditions. It has the advantages of being environmentally friendly, energy efficient and efficient.It is the best choice for rapid prototyping, mainly suitable for the production of cast iron, cast steel, non-ferrous metal castings. So far, V process has been successfully applied in the construction machinery counter weight, petroleum machinery(including crank, reduction case, counterweight), sanitation ware,belt pulley, swing bolster, axle, brake drum, piano plane, manhole cover, high manganese steel lining board.
Xinke Machinery has the world’s leading V-process technology and we will provide a one-stop solution to take your casting project from concept to full production.
Technical Specifications
| Internal size of molding box (mm) | Molding efficiency (mold/h) | Annual output | Sand processing capacity(t/h) | Products |
| 2000*1400*320/360mm | 8-10 | 1000 | 5 | Rear axde,brake drum,counter weight |
| 1200*1200*250/300mm 1200*1200*400/450mm 1200*1200*600/600mm |
5-7 | 1000 | 5 | Wear resistant seel castings, steel gratings |
| 1600*1250*500/300mm 2800*2000*350/350mm |
6 | 1000 | 5-10 | Single piece and small batch of castings |
| 1750*1600*650/450mm | 5-10 | 1000 | 5-10 | Gray iron castings, counter weight for forklifts,loaders etc |
| 1000*630*150/150mm
1000*800*150/150mm |
10-15 | 600-1000 | 5 | Stainless steel castings, such as acid resist pump impeller |
| 2000*1600*360/310mm | 10 | 30000 | 35-40 | Rear axde for trucks |
| 3100*1900*450/450mm
3100*1900*350/550mm |
20 | 50000 | 50 | Steel castings for railway parts, bottom bolster, side frame |
Note: Above parameters are just for reference, the final solution is chosen selected according to user’s requirements.
Features and Advantages:
– Excellent casting integrity with smooth casting surfaces and clear profiles for high dimensional accuracy.
– Eliminate the outer core by assembling models with infinite mode lifetime.
– Dry sand is easily shed, with a recovery rate of up to 95%.
– No chemical smoke pollution, and environmentally friendly.
– Less power, only 60% wet sand.
– Short production cycle, simple process, easy to operate.


Benefits:
– Low cost of investment in production.- No consumption of chemical binders can reduce production costs.
– Simple sand treatment system and shake-out process, no sand regeneration system required.
– Easy to process, easy to operate, easy to manage and organize production, it can save 35% of the labor force.
– Suitable for a variety of metallic materials.
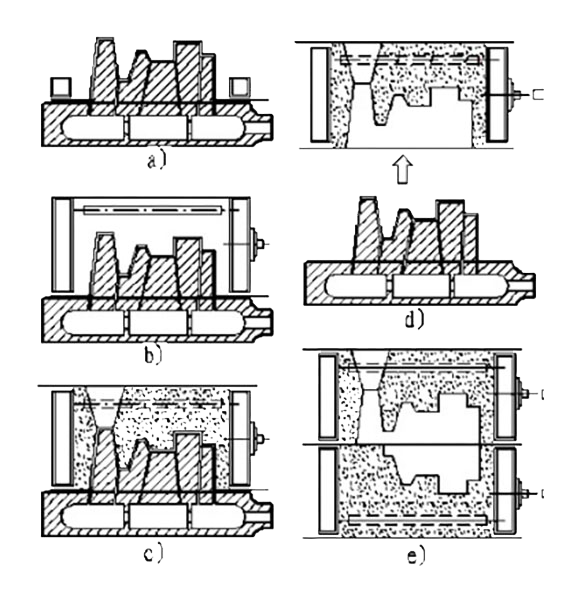
Production Process:
a)Pattern provided with vents in starting position. The EVA film is softened byheating before use. Heated and softened film is adsorbed to pattern by vacuum suction to complete film forming. Spray coating agent to the pattern covered by film, and dry the coating agent.b)The flask equipped with suction tubes and suction windows is set onto the vacuum box with the pattern.
c)Fine-grained, clay free silica sand is filled into the mould and becomes compacted by vibration.
d)After setting the covering film the air is sucked out of the sand and the mould consolidated thereby. For mould stripping the vacuum at the pattern is reversed by a slight excess pressure.
e)Before, during and after pouring the mould itself re-mains connected to the vacuum net.
f)For casting take-out the mould is separated from the vacuum.Sand and casting are falling without additional force off the flask.
f)For casting take-out the mould is separated from the vacuum.Sand and casting are falling without additional force off the flask.